






 29 / 36
29 / 36

www.citrelay.com
phone - 763.535.2339 fax - 763.535.2194
page 29
Technical Data
Soldering Guidelines
Guidelines for Soldering
Guidelines for Wave Soldering
CIT Relay & Switch recommends using a no-clean flux during any wave soldering process. The terminal area on most CIT product is epoxy sealed,
thus reducing the incidence of flux wicking into the inner cavity via the terminals. Most switch covers, actuators and bushings are not sealed and
care should be taken to ensure that the product is not immersed or sprayed with flux during the soldering process. Good venting is required during
the wave soldering process. Flux vapors can enter unsealed portions of the product and condense inside of the cavity contaminating the contact
area. If a cleaning process is required, care should be taken to ensure that the product is not immersed or sprayed with any fluids or solutions.
Generally sealed components withstand these issues.* A cooling period between the flow soldering process and board washing with enhance the
outcome.
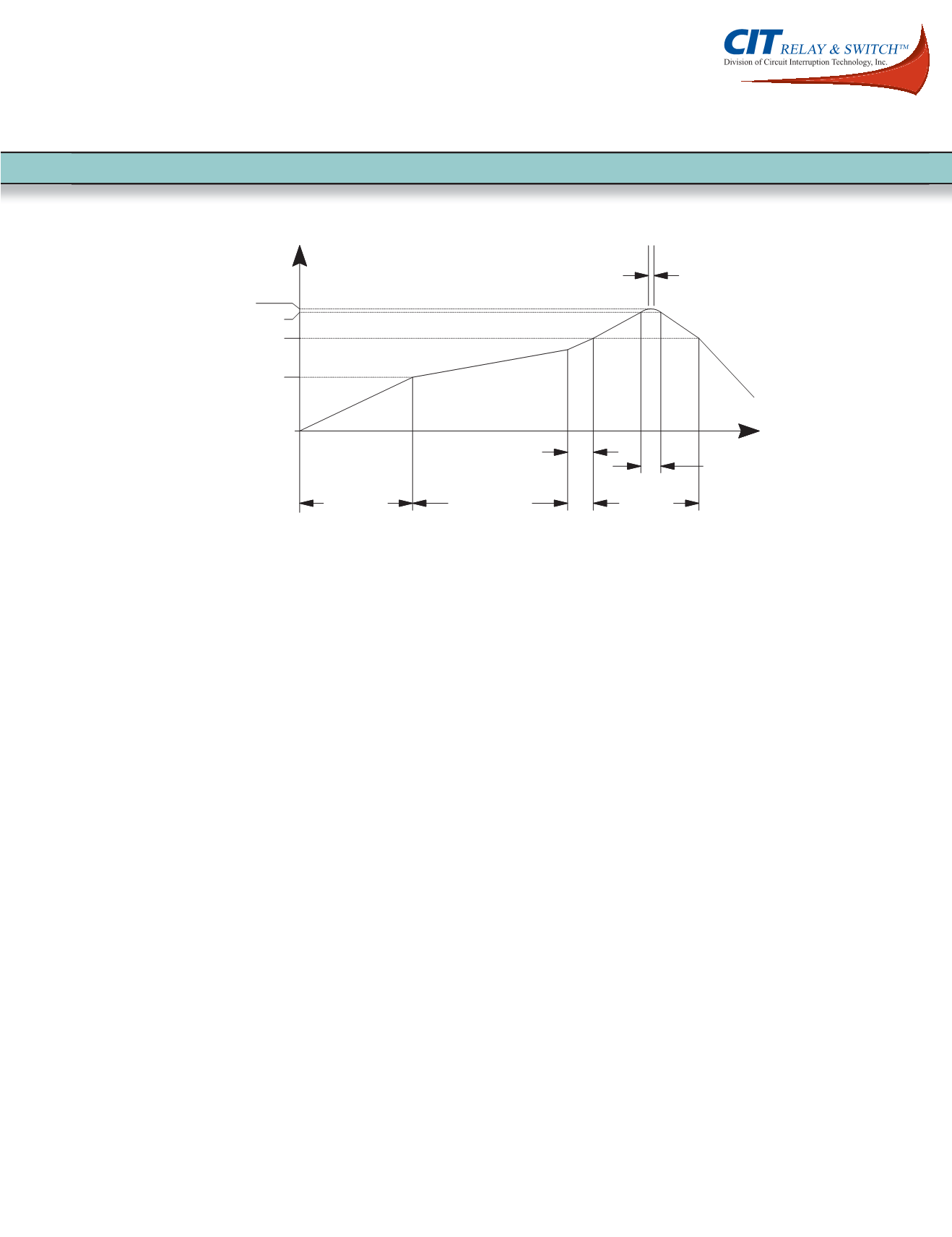
Preheat Temperature & Time
Circumferential temperature of the PC board not to exceed 100
°
C (212
°
F) for 45 seconds
Soldering Temperature & Time
Solder bath temperature not to exceed 260
°
C (482
°
F) for 5 seconds
Guidelines for Hand Soldering
CIT Relay & Switch recommends using a no-clean flux during any hand soldering process. The terminal area on most CIT product is epoxy sealed,
thus preventing flux from wicking into the inner switch cavity via the terminals. The contact path on all insert-molded parts from the inner switch
cavity to the tip of each terminal is irregular in shape to prevent flux migration. However, the covers, actuators and bushings are not sealed and
care should be taken to ensure that the product is not immersed or sprayed with flux during the soldering process. Good venting is required during
the wave soldering process. Flux vapors can enter unsealed portions and condense inside of the cavity contaminating the contact area. If a clean-
ing process is required, care should be taken to ensure that the component is not immersed or sprayed with any fluids or solutions
Hand Soldering Temperature & Time
Recommended soldering irons not to exceed 50W. Solder and iron should contact terminals for maximum of 5 seconds.
* Prior to pre-tinning terminals, flux is applied. Afterwards the terminals are washed prior to the final process of cover installation and epoxy seal
application. Epoxy will not adhere to terminal areas in the rare instance where flux remains present after the wash/cleaning process.
5 ~ 10 s
5 s max Peak Temp.
60 s max
120 ~ 150 s
60 s max
30 s max
TIME
TEMPERATURE
150ºC
230ºC
255ºC
MAX 260ºC
AMBIENT
TEMPERATURE